Version D1.90.020
![]() Mach3
CNC Controller
Mach3
CNC Controller![]()
Version D1.90.020
Prvotriedny CNC riadiaci softver!
Viac informácií a link na stiahnutie ako aj príručku nájdete na :
(Mach3 CNC - základná strana)
Tu predstavujem vylepšenú verziu riadiaceho programu Mach3 CNC . Demo verzia programu je plne funkčná, len má obmedzený rozsah G-kódu. To znamená, že jednoduché tvary a návrhy sa dajú bez problémov frézovať. Pri rozsiahlejších súboroch je potrebné si zakúpiť licenciu. Je možné si ju u mňa objednať, po registrácii dostanete súbor, ktorý sa nainštaluje do adresára Mach3 - a to je všetko.
(Upravená obrazovka)
Pri tomto programe si môžete upraviť pracovnú plochu tak ako Vám vyhovuje. Slúži na to súbor Mach3Screen.exe.
Hlavné vlastnosti:
Pripojenie cez LPT port, Step/Dir systém (voľne nastaviteľné výstupy na LPT),
Max. 6 osé riadenie,
Trojstupňový, max. 45kStep/sec rýchlostný impulzný generátor,
Veľmi hladké a stabiklné impulzy,
Výnimočne variabilné hardverové a softverové nastavovanie,
Importuje nasledovné súbory: G-kód, HPGL, DXF, JPG, BMP ,
Pomocné programy: Encóder, PWM, RS232, USB, stb. Programovanie možné vo Visual Basic-ben, A veľa iných funkcií
Čo je zaujímavé - na rozsah schopností je veľmi lacný oproti podobným!
Minimálne požiadavky: Win. XP, 1.4GHz, LPT port.
Základné funkcie sú podobné ako pri Mach2!
Demo verzia sa nachádza na stránke Art of CNC. Limit demo verzie je 1000-riadkový G-kód. Impulzný generátor je ohraničený hodnotou 25 kStep/sec.
Pripravujeme obrazovku s Slovenskom jazyku.

(Táto funkcia slúži na import prac. plochy)
Čerstvo nainštalovaný program je potrebné nakonfigurovať, aby komunikoval s elektronikou. Tu popísané nastavenia platia pre našu elektroniku. Tieto nastavenia sú uložené v súbore Mach3Mill.xml.
Tu popísané len približne popisuje jednotlivé nastavenia. S ohľadom na obrovské možnosti programu nie je možné si ukázať všetko. Na to slúži návod pre Mach3.!
Najdôležitejšie nastavenia: menu Config .
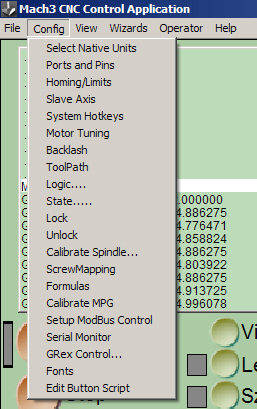
(Setup)
Select Native Unit:
Nastavenie používanej miery.
(u nás mm )
Port and Pints:
Porty a bity - ich miesta a používanie.
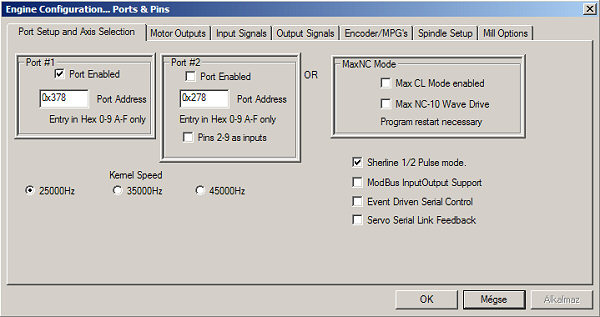
(LPT porty a ich adresy, a pod.)
Softver dokáže obsluhovať 2 LPT porty (6D). Tu sa zadávajú a nastavujú adresy ako aj rýchlosť impulzného generátora pre našu elektroniku postačuje 25000Hz.!
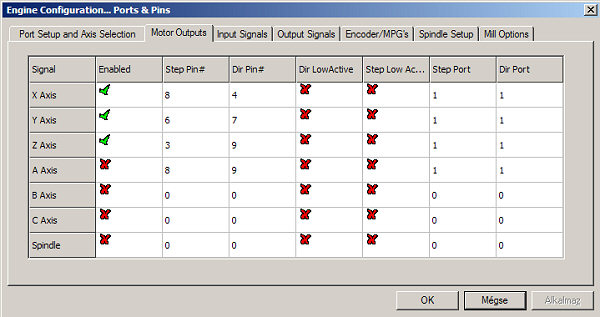
(Step/Dir )
Tu sa zadávajú hodnoty Step/Dir pre jednotlivé osi. Úroveň Dir sa dá zmeniť v okne LowActive a tým sa zmení smer točenia. Step/Dir udáva pini na LPT porte a tak sa mení v závislosti od použitej elektroniky. Jednotlivé nastavenia pre naše ovladače nájdete na príslušných stránkách.
| X Dir | 4 |
| Y Step | 6 |
| Y Dir | 7 |
| Z Step | 3 |
| Z Dir | 9 |
| Port=&H37A | |
| Spindle(Mill) | 14 |
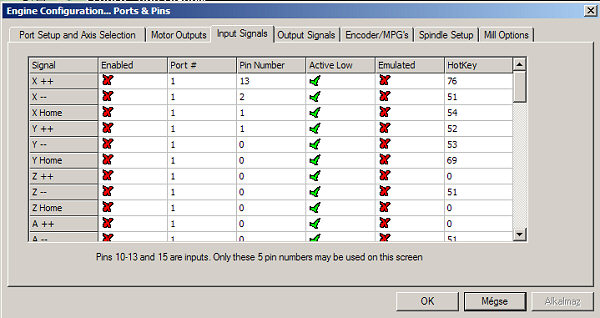
(Vstupy konc. spínačov.)
Profi1 nepoužíva tieto vstupy (na rozdiel od Profi2B karty)! Na obrázku je nastavenie pre Profi1 ovladač. Pri Profi2B je aktívnych 5 vstupov!
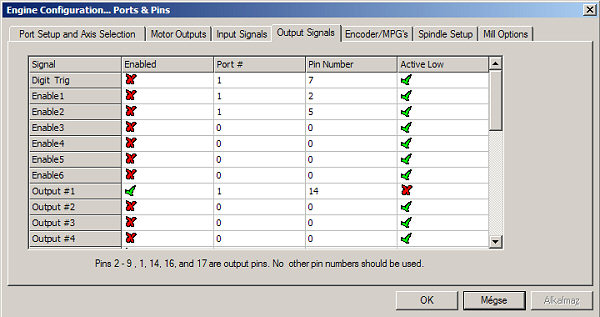
(pomocné výstupy)
Výstupy pre relé. V našom prípade je aktívne jedno, ktoré spína obrábací motor.! Pri Profi2B sú aktívne 4 výstupy!
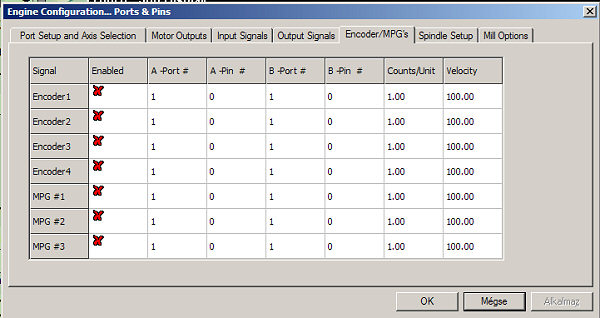
(encoder a MPG vstupy)
Tu sa zadávajú hodnoty pre ručné ovládanie.!
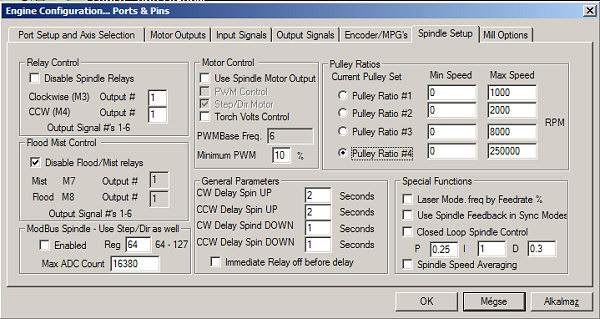
Nastavenie ovladania obrábacieho motora.!
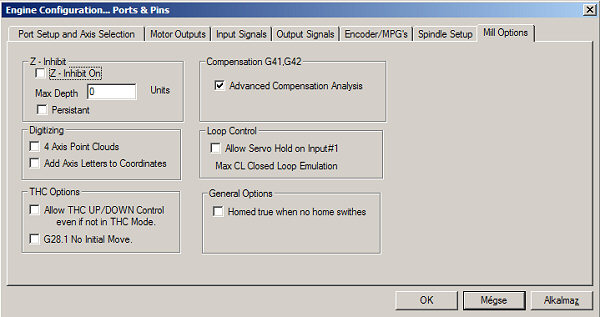
(2.5D, digitalizér, ovládanie plazmy )
Nastavenie motorov - motor tuning.:
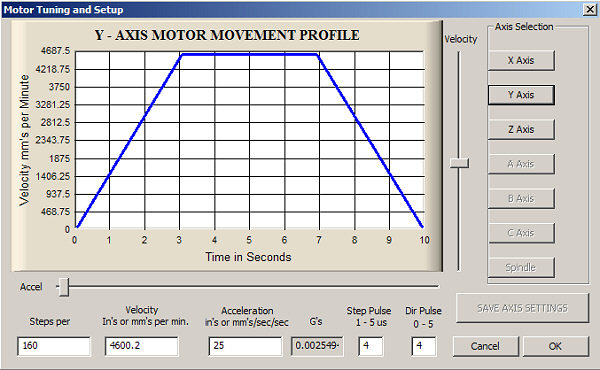
(Motor Tuning)
Toto je jeden z najdôležitejších Setupov! Tu je potrebné zadať dáta pre jednotlivé motory rýchlosť, zrýchlenie, krokovanie a pod.!
Pri Profi1 ovladači je Step Pulse=4 a Dir Pulse=4 !
Metodika nastavenia:
Najprv je potrebné kliknúť na tlačítko danej osi a po nastavení hodnôt ich uložiť funkciou - SAVE AXIS SETTINGS!
Potom ďalšia os a postup rovnaký.
Vysvetlivky:
Step per = 1unit (mm) koĺko krokov je potrebných na posun o 1mm Velocity = max rýchlosť (mm/min),
Acceleration = zrýchlenie mm/s2 ,
G's = vypočítané zrýchlenie.
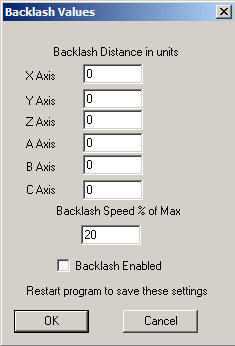
Nasledujúca menu: Baklash (kompenzácia nepresností mechaniky):
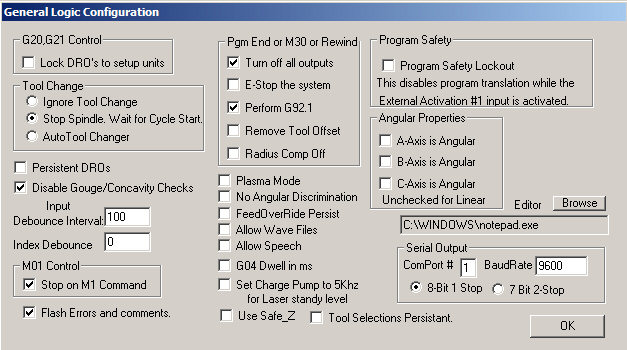
Logic menu:
State menü:
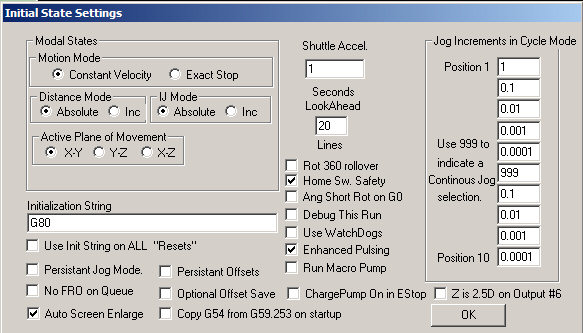
(2 menu)
Auto Screen Enlarge = Obrazovku upravý na aktuálne hodnoty- Profi V2.1
1024×768!
Enhanced Pulsening = keď máme dostatočne rýchle PC - touto funkciou bude
krokovanie plynulejšie
Motion Mode:
Costant Velocity = stála rýchlosť
Exact stop = pred každým pokynom zastane
Distance Mode:
Absolute = G-kod koordináty - počíta ich od 0,0,0
A program tudása nem teszi lehetővé a lehetséges funkciók még vázlatszerű ismertetését sem, olyan sok! A teljes leírás Magyarul hozzáférhető a Mach3 Felhasználói könyvében.
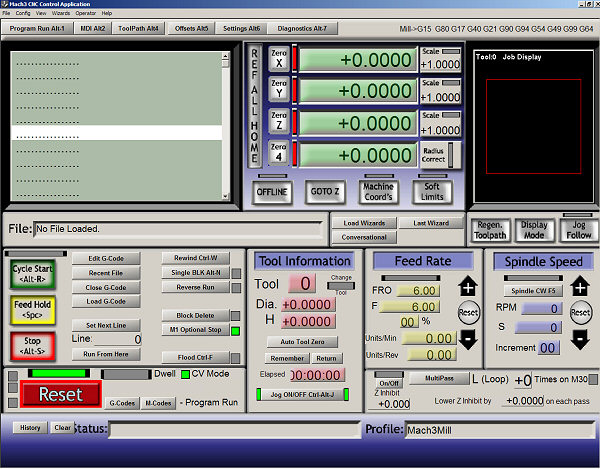
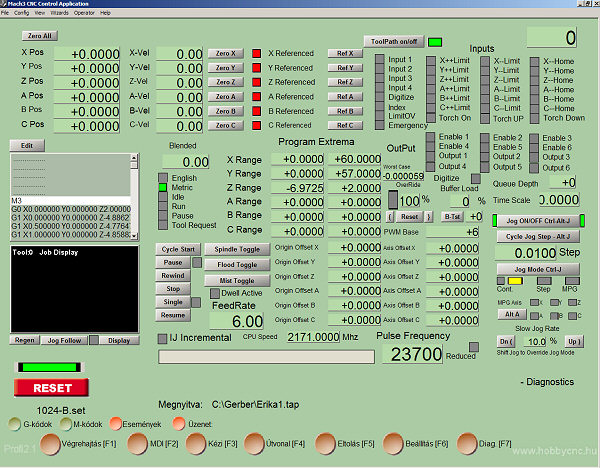
Pracovná plocha:
Niektoré polia sú prevzaté z Mach2
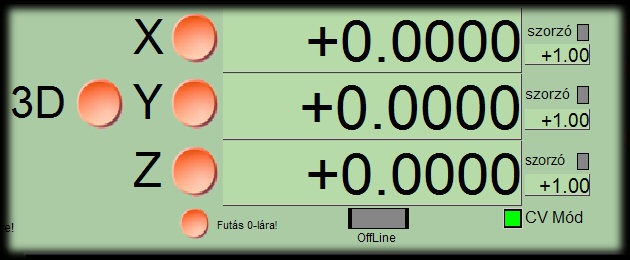
(Pozície)
Unit alebo v mm ukazuje relatívne koordináty. Tlačítkamy je možné ich vynulovať v aktuálne pozícii. Tlačítko CV označuje mod s konštantnou rýchlosťou. Offline svieti, keď len simuluje pohyb - motory stoja.
Ručný pohyb.
Keď je zapnuté ručné ovládanie ovláda sa z klávesnice šipkamy a tlačítkamy PageUp, PageDown - to isté + Shift zrýchly na max rýchlosť.
Pracovná cesta:
(dráha prac.nástroja)
Na základe vygenerovaného G-kódu stanovená dráha nástroja v 3D.
RESET:

(Reset)
Kým svieti toto tlačítko všetko je vypnuté. Stačí naň kliknúť a opäť sa dá pokračovať v práci. Je možné ho použiť ako núdzové zastavenie v prípade problémov.
Test panel:
(diagnostika)
Impor súborov
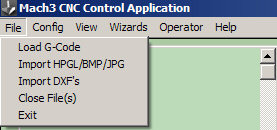
(Tu si vybereme typ súboru)
Load G-Code slúži na otvorenie súboru z už vygenerovaným G-kódom. Pri ostatných typoch sa G-kód generuje pri importe a dá sa uložiť. Okrem iného zahrňuje už aj nastavenia rýchlostí, hľbky, číslo nástroja a pod. Pri novších verziách je tzv Lazy cam - cez ten je možné importovať súbory a zadávať nastavenia - rýchlosť, hĺbka a pod.
HPGL (plotter file):
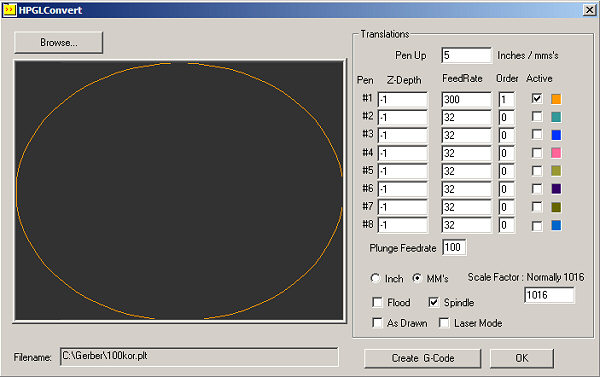
(HPGL formát)
Pri programoch, ktoré poznajú export súborov HP plotter (HPGL), je rozumné to využiť už pri tvorbe a nastavení. (napr. Corel Draw) v tomto prípade sa texty už nemusia konvertovať. Pri DXF sa musia premeniť na krivky - curves.
Kroky: napr.: Corel Draw 11 -> HPGL -> Mach3:
Samozrejme miery sa musia nastaviť na mm!
Pen Up je hodnota akou sa nástroj presúva nad materiálom v
unit-miere.(pozitívne čísla)
A Z-Depth je hĺbka rytia - obrábania (negatívne čísla!!!) v unit-miere.
As Drawn nech je vypnutý, keď chceme aby ľavý spodný okraj zodpovedal
hodnote koordinátov 0,0 (inak to bude hodnota 0,0 zadaná v Corely)!!!
Laser Mode - je pre rezanie laserom.
FeedRate je rýchlosť rytia (unit/min)!
Plunge Feedrate rýchlosť zarytia (Unit/min)!
Spindle musí byť zapnutý lebo spína relé a tým aj obrábací motor.!
Active ryje iba krasby v žiadanej farbe!
Order je poradie opracovania podľa farieb!
Create G-Code je potrebné uložiˇť takto vagenerovaný G-kód!
DXF import:
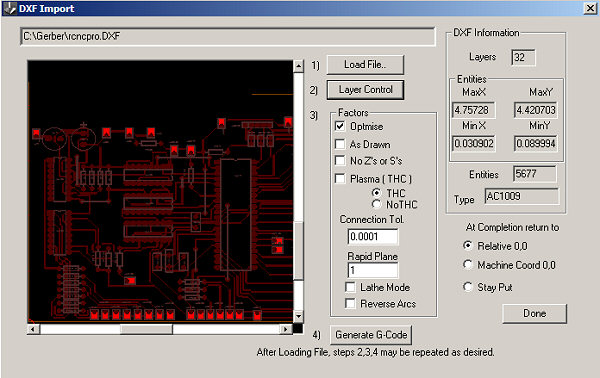
(DXF import)
Z DXF formátov je len R11, R12 podporovaný! Texty musia byť v krivkách.!
Kroky pri importovaní sú očíslované!
1. Load File ( DXF import).
2. Layers Control. Parametre pre jednotlivé kroky:
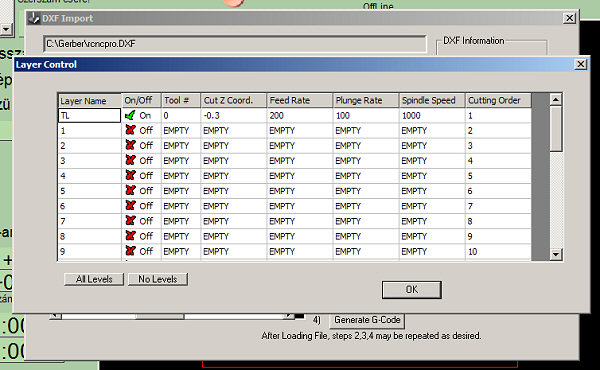
(údaje o krokoch)
Toto je najdôležitejšia časť. Vidíme tu jednotlivé vrstvy
ktoré sme vytvorily pri kreslení DXF.
Layer Name = meno
vrstvy.
On/Off = On použiť, Off nepoužiť danú vrstvu.
Tool # = K vrstvám patriace číslo obrábacieho nástroja - dáta nástroja
ovplyvňujú dráhu obrábania
Cut Z Coord. = Hĺbka rytia.
Feed Rate = Rýchlosť rytia unit/min
Plunge Rate = Rýchlosť zarytia pri pohybe dolu unit/min (pri pohybe hore
ide max. rýchlosťou )
Spindle Speed = Otáčky obr. motora - pri Profi1 ovladači to neplatí -
reguluje sa na motore
Cutting Order = poradie vykonania
Tieto údaje sa stanú súčasťou G -kódu.
Po tomto je potrebné uložiť G-kód, Inak ho nenaimportuje.
(ostatné parametre)
Rapid Plane - je to výška pri presúvaní nástroja medzi rytím.
Drawn - Pri vypnutí sa kresba umiestni na koordinát stroja 0,0. !
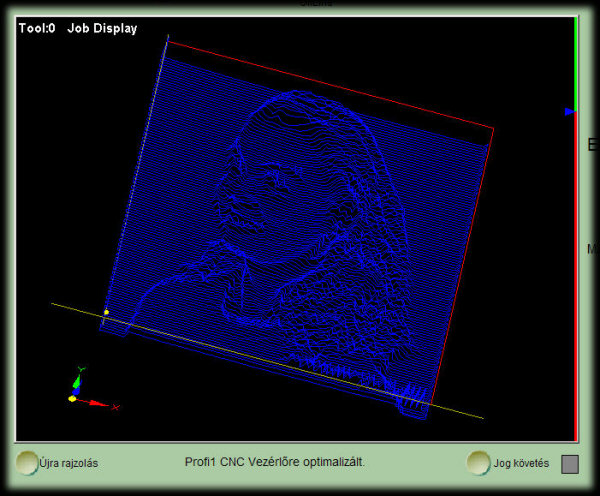
Gravírovanie Fotografie (3D):
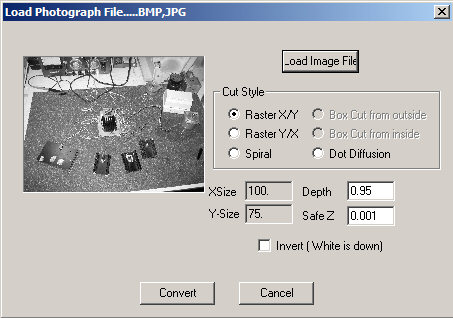
(3D foto )
Medzi základné funkcie Mach3 patrí fotogravírovanie 3D! K tomu slúži ako vstupný súbor bmp alebo jpg . Fotografiu najprv premení na čierno bielu a následne podľa odtieňov, zadanej hĺbky a ostatných parametrov. Je možné zadať hľbku a aj to aby zodpovedala čiernej alebo bielej.
(foto gravírovanie)
Prvý krok je príprava súboru (nastavenie v hodných
kontrastov. Toto si vyžaduje pokusy a skúsenosti. Potom treba súbor odoslať (Load Image File).
Je potrebné zadať štýl rytia. Môže to byť raster v smere X/Y až po
bodky.
Depth je najhlbší bod rytia (negatívne číslo v mm), Safe Z je
presun nástroja - horný doraz - pozitívne číslo.
Inverz - biela farba bude najhlbšie!
Táto práca je časovo veľmi náročná.
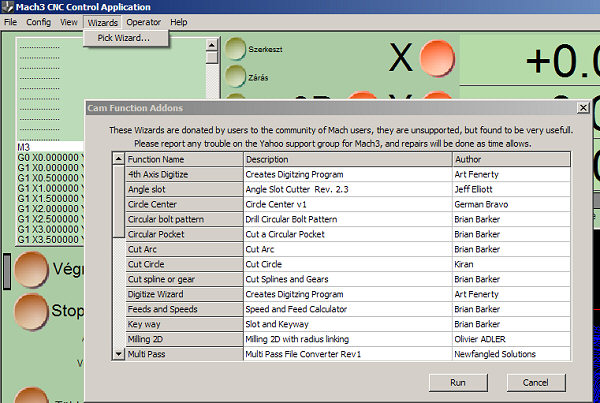
Wizards/Pick - Sú to vývojové verzie rôznych pracovných plôch, ktoré slúžia na jednoduché ovládanie a funkcie bez potrby importovasnia súboru.
Mach sa neustále aktualizuje a zdokonaľuje, preto tento popis má slúžiť ako orientačný.
Tento program je produktom : Art of CNC